联系我们 contact us
- 电话:
- 13306352483
- 手机:
- 15806966271
- 邮箱:
- 707627050@qq.com
- 地址:
- 山东省聊城经济技术开发区汇通物流园
304不锈钢角钢_304不锈钢槽钢-304不锈钢管厂家
添加时间:2021-2-24
浏览人次:43


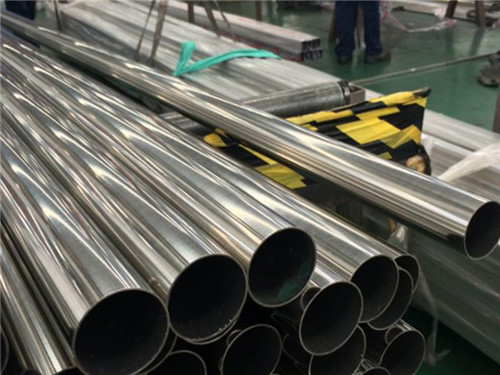
对钢管表面进行研磨抛光时应注意事项
在一般不锈钢管厂中轮抛光速度为2500m/min,研磨的注意事项也使用于抛光,采用150~240砂带进行抛光可得到连续线条的发纹表面加工。为达到镜面抛光需要用细磨料逐渐抛光,最后用非常细的抛光膏抛光。
不锈钢管厂在对钢管表面进行擦磨,操作一般分为两步****为削光擦抛第二为带色磨光。前面抛光留下的细小划痕用削光轮擦抛,磨料不粘在磨轮上,而是转动的磨轮在切削润滑剂上蹭一下,粘些润滑剂。切削润滑剂是由(细粒度约300)的人造磨料(如:氧化铝),用硬油脂做粘合剂。它们浸透到布轮子里。带色磨光和削光擦抛的方式一样,只是润滑剂是有颜色的(如:红铁粉)。表面符合要求后,用软法兰绒布沾上白石灰粉(碳酸钙粉)或白垩粉进行擦拭。滚转抛光是磨料和摩擦相结合,有利于小部件的表面处理。
不锈钢管厂用4号抛光薄板制作工件时,需要对焊接区进行二次处理,采用以下手工操作方法可以基本与原表面一致;焊缝与原抛光纹路平行,可用砂轮磨掉焊缝,再用粒度为80和120或150的便携式特制砂轮进行抛光。砂轮移动的方向应与焊缝的走向一致,这样纹路与原机械抛光表面的纹路一致;如不平行,则很多不锈钢管厂最终的手工抛光应与机械抛光的方向一致。
山东昌亿盛电子商务有限公司
手机:13306352483
手机:15806966271
手机:13656351642
邮箱:707627050@qq.com
网址:www.zhihengbang.com
营销中心:山东省聊城经济技术开发区汇通物流园
上一条: 不锈钢饮用水管,山东不锈钢管厂家直销
最新新闻
- 11/3/2026 | 薄壁不锈钢管-产品标准
- 11/3/2026 | 国内薄壁不锈钢管推广应用
- 11/3/2026 | 薄壁不锈钢管-用途和作用
- 8/3/2026 | 薄壁不锈钢管知识-连接方式
- 8/3/2026 | 薄壁不锈钢管-型号-分类
- 8/3/2026 | 不锈钢管发展-304-316-316L
- 28/2/2026 | 不锈钢管件行业标准和美国管件标准
- 24/2/2026 | 不锈钢管材质分类